Vă propunem o soluție practică de reparare a fisurilor ce pot apărea la blocurile motor din fontă care echipează diferite mașini și utilaje.
Varianta 1 de reparație a piesei de fontă
Cea mai utilizata varianta pentru reparatia prin sudare a pieselor si a blocurilor motor din fonta fisurate este sudarea cu electrod invelit din aliaj Fe-Ni UTP 86 FN (tip E NiFe-Cl).
Cu acest electrod se poate suda o gama larga de tipuri de fonta cum ar fi: fonte gri lamelare EN GJL 100 – EN GJL 400, fonte nodulare EN GJS 400 – EN GJS 700, fonte maleabile EN GJMB 350 – EN GJMB 650.
De asemenea se preteaza si la sudarea eterogena intre diferite tipuri de fonte si otel.
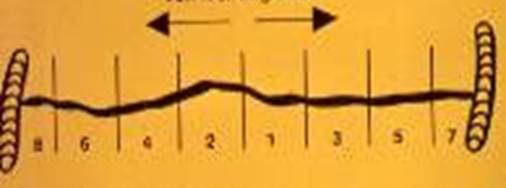
Arcul de sudare este stabil iar imbinarea sudata are o rezistenta ridicata la fisurare se poate prelucra prin aschiere.
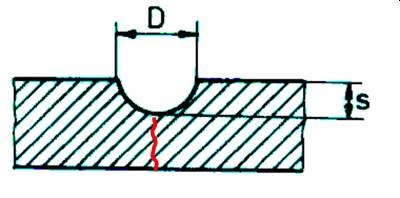
Varianta 2 de reparare a fisurilor
A doua varianta recomandata pentru acest gen de reparatii pe fonta si aplicatii speciale este sudare cu electrod de Ni UTP 8 (tip Eni-Cl).
Cu acest electrod se poate suda o gama larga de tipuri de fonta cum ar fi: fonte gri lamelare EN GJL 100 – EN GJL 400, fonte nodulare EN GJS 400 – EN GJS 700, fonte maleabile EN GJMB 350 – EN GJMB 650 precum si fonte a caror structura nu este cunoscuta sau piese din fonta care au fost supuse un timp indelungant la conditii severe de lucru.
De asemene se preteaza si la sudarea eterogena intre diferite tipuri de fonte cu otel, cupru si aliaje de cupru..
Materiale de adaos recomandate:
- Electrozi inveliti : UTP 8 sau UTP 86 FN,
- TIG: vergea UTP A 8051 Ti,
- Sirma MIG: UTP A 8051 Ti.